


联系我们

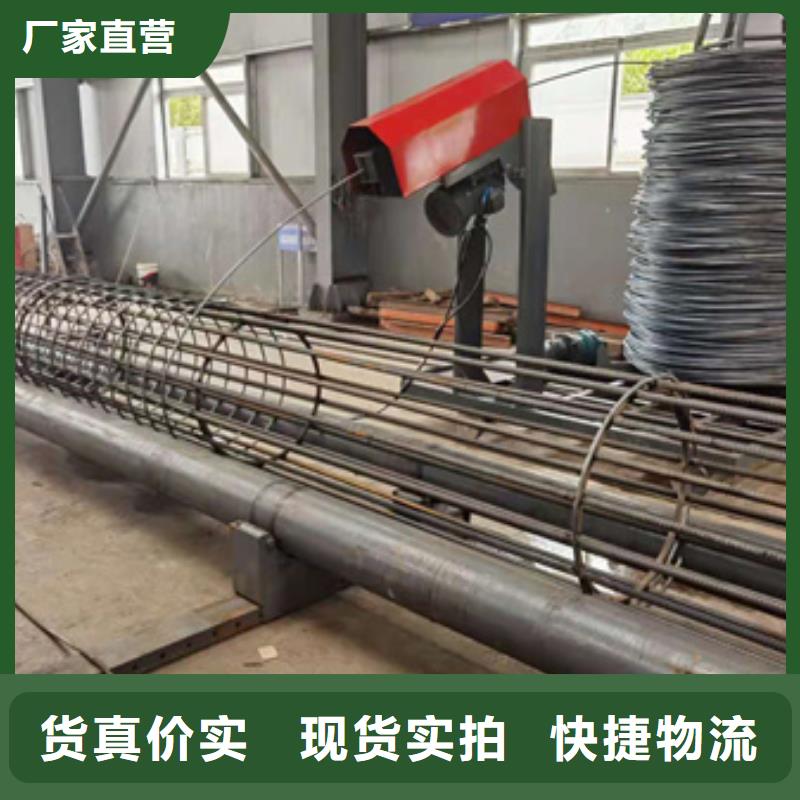
双筋钢筋笼绕筋机远销各地
发布时间:2024-09-18 03:00:22 浏览次数:9 公司名称:[南充]建贸机械设备有限公司
| 最小起订 | 1 |
|---|---|
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品品牌 | 河南建贸 |
| 发货城市 | 河南许昌 |
| 产品产地 | 河南许昌 |
| 加工定制 | 是 |
| 产品型号 | RLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3500kg |
| 产品颜色 | 可定制 |
| 品牌 | 河南建贸 |
| 型号 | RLJ-3000 |
| 加工范围 | 400-3000 |
| 安装尺寸 | 16M*5M |
| 整机质量 | 3500KG |
| 名称 | 钢筋笼绕筋机 |




使用数控钢筋弯曲中心,建议大家每周都对设备进行一个简单的维护,对设备进行维护可以保证设备运行流畅,也能使数控钢筋弯曲中心更加稳定。
钢筋笼成型机特点:1,钢筋绕筋机加工范围广,适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因为设备功能影响钢筋笼设计或不能上机生产。2,机械化作业不受人为因素影响,长时间工作可稳定不变。质量稳定。3,钢筋绕筋机做出的产品结构紧凑,造型美观。4,成型速度快,待工状态2个可全程生产,正常工况3-6人可生产10-20多节钢筋笼。5,流水线作业形式,施工不受工序影响,不间断完成主筋箍筋焊接成型,绕筋过程施焊等全部过程。6,组合式设计使搬运、安装、声场等过程不依赖起重设备,适应工厂化大批量固定生产和施工现场分散的机动作业。7,绕筋,主筋可双筋同时制作。8,钢筋绕筋机自动上料采用智能化控制,可使大型钢筋笼的制作变得更加简单。9,绕筋送料,调直结构设计,避免了以前钢筋笼制作中绕筋较软或较细时,绕筋在主筋上形成菱形而非圆弧形的弊病。钢筋笼绕筋机技术参数: 1、型号; JMRLJ-3000(按基本型配置) 2、加工范围;钢筋笼直径φ600---φ1500mm 长度12m 3、绕筋线速;0---15.4m/min ( i=59*1.25=73.75 ) 4、小车速度;0---1.38m/min ( i=593 ) 5,铁辊电机;Y90L-4 功率5.5kw 6、小车电机;Y90L-4 功率4kw 7、整机质 量 ;3500kg 8、外形尺寸;主机 13m*1.8m*0.8m 小车 15m*1.3m*1.5m 9、安装尺寸;16M*4 钢筋笼绕筋机通过两个钢筋场对比情况,人工绕筋一节12米的笼子需要4人3个小时以上的工作量;而通过使用绕筋机,只需要 安排一个机器操作手,一个电焊工人,从准备到结束只需要40分钟到1个小时的时间就能快速地完成一节笼子的绕筋。

3、有润滑需要的部位必须定时加注润滑油.4、离开前滚笼机时请切断电源关闭电源开关。5、应将机械的燃油控制杆置于怠速位置如果不调到怠速位置,会对发动机造成不必要的伤害,各操纵杆置于空挡位置。6、首先操作滚笼机的操作人员一定要有熟练的技术,可以熟悉的了解钢筋弯箍机的性能,出现异常情况时可以及时的解决处理,从而可以避免损坏钢筋弯箍机。7、在操作钢筋弯箍机之前做好操作前的检查工作,仔细的检查各工位、部件是否处于正常的工作范围,如有异常情况的发生及时上报处理。8、绕筋机滚笼机操作的过程中禁止超负荷工作,超负荷工作不仅会加剧零件之间的磨损还容易造成钢筋弯箍机的损坏。9、在日常的工作中定期的对钢筋弯箍机进行维护保养工作,从而可以延长使用寿命,减少故障的发生。
还有重要的就是数控钢筋弯曲中心的芯轴,挡块和转盘等都要每月检测一次,因为这些部件都是容易磨损的,经常检测不会对设备造成影响。 南充双筋钢筋笼绕筋机远销各地
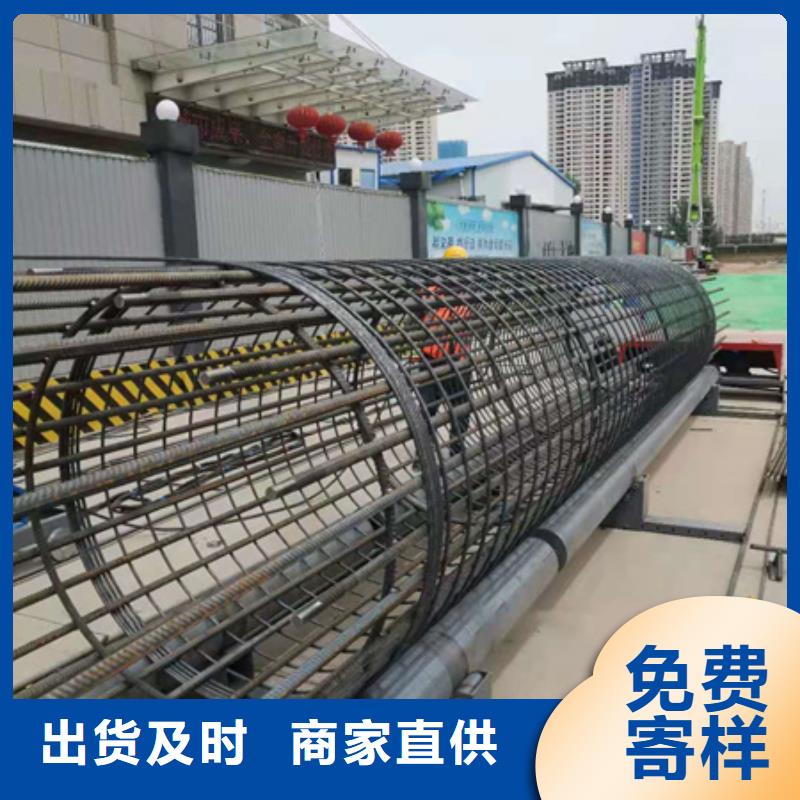
南充双筋钢筋笼绕筋机远销各地
钢筋滚笼机在建筑行业中使用的越来越广泛,此类机械设备属于钢筋加工机械之一,采用的是一体化的设计而且具有很好的耐磨性,转眼就要进入寒冷的冬季了,随着温度的降低,那我们该如何保养操作钢筋弯箍机呢?下面就跟随我们专业的技术人员一起来了解下吧。1.在钢筋滚笼机运转的过程中我们是禁止更换任何零件的,我们在更换零件时应该断开所有电源避免发生不必要的危险,在运行的过程中如有异常情况的发生我们必须要停机进行检查原因,找出原因解决完毕才能继续运行。2.对于钢筋弯箍机比较容易磨损的零件我们应该在运行之后做好保养工作,这样才能保证零件的正常使用还可以延长使用的寿命。1.在操作钢筋绕筋机之前检查电气接线是否有异常老化、裸露现象,如有需要及时的更换,检查螺丝螺栓是否有松动如有及时的拧紧。2.钢筋绕筋机在正常工作之前我们应该进行试运行15分钟,在试运行的过程中注意检查零件部件是否有异常的振动声响,检查各工位是否处于正常的工作状态,检查无误后即可正常运行工作。
jmc锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。锯床全数控化、网络化。大型工件的切割过程往往持续数小时,为保证一人多机的生产条件,提高锯切加工的精度和效率,锯切过程的全数控化势在必行。锯床锯条打齿的原因及以及解决方法:1、锯条齿型选择不当,主要表现为锯条齿距选择过大或齿锯过密,建议根据切割材质的直径或形状来选择适合的齿型。 2、选择的锯条质量太次,主要表现在锯条背材与齿部齿尖的质量,不具有抗磨损性。建议选择质量好的进口锯条。 3、资料是否进行有效固定,主要表现为切割过程中资料松动导致,建议检查液压虎钳装置是否完好,对于成束切割的要保证装置上压紧,同时对锯条进行有效张紧。 4、切割进给过大,主要表现在为了调高切割效率,而下降速度过快。建议减少进给量或选择更效率的锯床,进给过大,而锯条线速跟不上的话,容易导致此现象的呈现。 5、锯床排屑钢丝刷停止工作或过度磨损,主要表现在加工过程中不能有效扫除锯条齿部间锯屑,而带入下次切割循环中,导致切削残留,造成锯床锯条打齿。建议定时更换锯床钢丝刷。6、切削液使用浓度过低,不能很好的降低齿尖局部热量,没有起到维护锯条的作用。锯床加工化、范围扩大化。提高锯切效率,尤其是提高厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。河南建贸机械锯床锯切不锈钢切削率达45cm2/min。大大提高生产效率,改善了锯切加工的经济性。锯切范围扩大化已是趋势,如目前我国大的带锯床G4240型锯床可切割直径为直径40cm以下整捆钢筋、管料和空心料。绕筋机
